Замена модуля IGBT в сварочном аппарате
К сожалению, как и любые другие электронные приборы, сварочные источники иногда отказывают Наиболее частая причина - "сгорание" мощных выходных транзисторов инвертора. Именно это произошло с инвертором ETALON ZX7-180R, который я купил уже неисправным, но зато очень дешево. В нем был пробит IGBT-модуль (рис. 1). Это, по словам продавца, - типичная неисправность таких аппаратов, причем цена нового модуля доходит до половины стоимости всего инвертора, да и нет никакой гарантии, что вновь установленный модуль через некоторое время тоже не будет пробит.

Схему аппарата удалось найти в Интернете по адресу http://radikal.ru/ F/s56. radikal. ru/i53/0903/03/34а5 4b3eced3.png.html. Во многом помогли советы, найденные в [1, 2]. В результате проверки аппарата выяснилось, что при напряжении в сети ниже 190 В форма подаваемых на затворы IGBT сигналов начинает искажаться. Поэтому просадка сетевого напряжения может привести к неполному открыванию этих транзисторов и, как следствие, их перегреванию и пробою. Кроме того, RC-цепи (15 Ом, 0,015 мкФ) между обмотками выходного трансформатора блока управления и затворами IGBT сильно затягивают фронты и спады импульсов управления. Результат тот же - излишний нагрев IGBT-модуля.
В цепи питания этого модуля нет блокировочного конденсатора. А без него реактивные токи, создаваемые индуктивностью рассеяния выходного трансформатора, емкостью его обмоток и монтажа, циркулируют по цепям питания. Это тоже ухудшает тепловой режим IGBT и аппарата в целом.
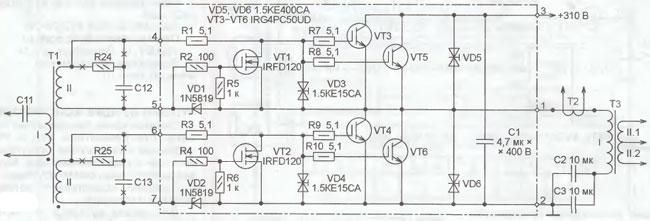
Рис. 2
Было решено заменить модуль несколькими отдельными IGBT, что обошлось в несколько раз дешевле покупки нового модуля, и заодно попытаться устранить отмеченные недостатки. Схема доработки показана на рис. 2. Здесь Т1 - выходной трансформатор блока управления сварочного источника, Т2 - трансформатор тока в выходной цепи инвертора, ТЗ - его мощный выходной трансформатор. Удалены и заменить модуль несколькими отдельными IGBT, что обошлось в несколько раз дешевле покупки нового модуля, и заодно попытаться устранить отмеченные недостатки. Схема доработки показана на рис. 2. Здесь Т1 - выходной трансформатор блока управления сварочного источника, Т2 - трансформатор тока в выходной цепи инвертора, ТЗ - его мощный выходной трансформатор. Удалены и
заменены перемычками, как показано на схеме, RC-цепи R24C12 и R25C13. Конденсаторы С2, СЗ (номера условные) и С11 в источнике уже имелись.
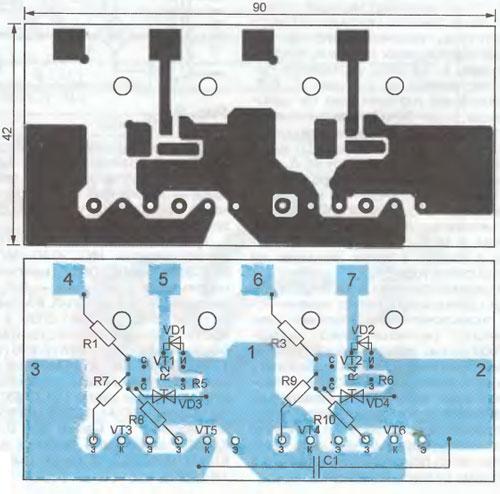
Рис. 3
Номера выводов нового узла (на схеме он обведен штрихпунктирной линией), заменяющего IGBT-модуль, совпадают с номерами выводов последнего. Узел собран на печатной плате, изображенной на рис. 3. Выводы IGBT VT3-VT6 вставлены в отверстия соответствующих контактных площадок платы и припаяны к ним. Сами транзисторы расположены с обратной стороны платы. Их прижимают к теплоотводу винтами МЗ, пропущенными через имеющиеся на плате отверстия диаметром 3,3 мм. В теплоотводе для этих винтов должны быть сделаны резьбовые отверстия. Их сверлят, используя в качестве шаблона саму плату. Не забудьте отшлифовать тепло-отвод в местах установки транзисторов, смазать эти места и тепло-отводящие поверхности транзисторов пастой КПТ и изолировать их слюдяными прокладками.
Выводы защитных диодов VD5 и VD6 припаивают согласно схеме к печатным проводникам 1-3. На эти проводники, по которым течет большой ток, следует по путям его протекания напаять отрезки оплетки экранированного провода. Выводы конденсатора С1 также усиливают, обмотав их слоем луженого провода или надев на них оплетку и тщательно пропаяв
Среди других доработок следует отметить замену трансформатора питания блока управления и подключенного к нему двухполупериодного выпрямителя зарядным устройством для сотового телефона с выходным напряжением 15 В при токе 200...300 мА. В разрыв цепи общего провода (вывода 2), установленного в инверторе интегрального стабилизатора 7812, следует включить (анодом к выводу 2) любой диод. Это увеличит стабилизированное напряжение (до 12,7 В) и амплитуду импульсов на затворах IGBT. После такой переделки работоспособность сварочного источника сохраняется даже при снижении сетевого напряжения до 80 В.
При его первом после доработки включении напряжение 310 В на IGBT желательно подать через лампу накаливания 220 В, 75 Вт Установив регулятор сварочного тока на максимум и постепенно с помощью ЛАТР увеличивая от 80 до 250 В напряжение, подаваемое на сварочный источник от сети, убеждаемся, что он работает. Если напряжения на выходных зажимах нет, подключите к ним такую же лампу накаливания. Это должно привести к запуску генератора.
Лампа в цепи 310 В должна едва заметно светиться. Регулятором рабочей частоты инвертора (он расположен на плате блока управления ближе к ее краю) добейтесь минимума свечения. Теперь можно, удалив лампы и восстановив цепь 310 В, окончательно собрать сварочный источник и приступить к работе с ним.
Максимальный сварочный ток не должен превышать 180 А при напряжении 24...25 В, а ток короткого замыкания - 190...200 А. Лучше даже сделать максимальный ток поменьше (около 170 А) имеющимся в источнике регулятором, что позволит увеличить допустимую продолжительность непрерывной работы источника под нагрузкой Выполняйте эту операцию только при выключенном источнике! Вращение движка подстроечного резистора по часовой стрелке уменьшает максимальный ток, а против нее - увеличивает.
Доработанные подобным образом сварочные аппараты (всего их через мои руки прошло семь штук) могут работать и от слабой сети (в моем гараже, например, напряжение не бывает выше 180 В), облегчен их тепловой режим и обеспечена ремонтопригодность.
ЛИТЕРАТУРА
1. Негуляев В. Сварочный инвертор - это просто, 2. - Киев, 2005.
2. Город мастеров->Форумы->Мастерсити->Инструменты и силовое оборудование->Силовое оборудование->А кто-нибудь пробовал сделать сварочник? - http:// www. mastercity. ru/vf orum/showthread. php?t=497.
Автор: С. Чесноков, г. Гороховец Владимирской обл.
Похожие материалы из категории "Электроника в быту":
Комментарии посетителей
![]() Добавление комментария
Добавление комментария